在全球制造业向智能化、柔性化转型的浪潮中,工业4.0已成为核心驱动力。在这一背景下,模块化工厂管理系统应运而生,它不仅仅是传统生产管理的简单延伸,更是以监控工程为核心,深度融合物联网、大数据、人工智能等技术,构建起的动态、可重构的智能管控体系。
模块化工厂管理系统的核心在于其“模块化”设计思想。它将复杂的生产流程、设备单元、管理功能(如生产调度、质量控制、能源管理、设备维护)解耦为独立、标准化的功能模块。这些模块如同乐高积木,可以根据生产订单、产品型号或工艺路线的变化,进行快速组合、配置与调整。这种架构赋予了工厂前所未有的灵活性与响应速度,能够轻松应对小批量、多品种的定制化生产需求,这正是工业4.0所倡导的“大规模定制”的基石。
而这一切的顺畅运行,高度依赖于一个强大、精准且智能化的监控工程体系。在模块化工厂中,监控工程已超越了传统意义上的数据采集与状态显示,演进为系统的“神经中枢”和“智慧之眼”。
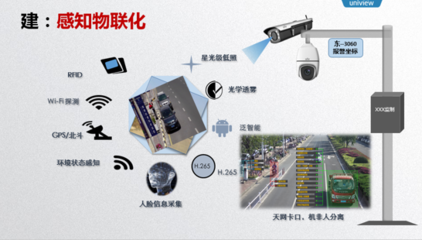
在数据感知层,遍布车间的高密度传感器网络(如振动、温度、视觉、RFID等)实时采集每一台设备、每一个物料、每一道工序的海量数据。这些数据通过工业物联网协议(如OPC UA、MQTT)无缝汇入监控平台,实现了从物理世界到数字世界的全面、精准映射,为模块化决策提供了实时、可信的数据基础。
在智能分析与控制层,监控系统借助大数据分析与机器学习算法,对采集的数据进行深度挖掘。它能够实时分析设备健康状态,预测潜在故障(预测性维护),自动优化工艺参数,动态调整生产节拍,并协调各个功能模块(如AGV调度模块、机械臂控制模块)的协同工作。当某个生产模块需要更换或升级时,监控系统能迅速识别并重新配置关联的监控点与控制逻辑,确保系统平稳过渡。
在可视化与人机交互层,基于模块化理念构建的监控界面,允许工程师根据不同角色(如操作员、维护工程师、生产经理)和不同关注点,灵活拖拽、组合所需的监控仪表盘。无论是全局生产效能(OEE)的宏观视图,还是单个关键设备的微观运行参数,都能一目了然。增强现实(AR)技术的应用,更能将设备状态、维修指导等信息叠加在真实设备之上,极大提升了运维效率与精准度。
模块化工厂管理系统通过监控工程实现了纵向集成与横向集成。纵向层面,监控数据贯穿从现场设备到企业ERP系统的所有层级,确保决策基于实时数据;横向层面,它能够连接供应链上下游,实现与供应商、客户系统的信息互通,驱动更高效的协同生产与物流。
在工业4.0的风潮下,模块化工厂管理系统正以前所未有的方式重塑制造业。其中,监控工程已从后台支持角色跃升为驱动模块化、智能化转型的核心引擎。它通过构建一个全面感知、实时分析、自主决策、精准执行的智能监控网络,确保了模块化工厂的柔性、高效与可靠运行,为企业在新一轮工业革命中赢得竞争优势提供了关键支撑。